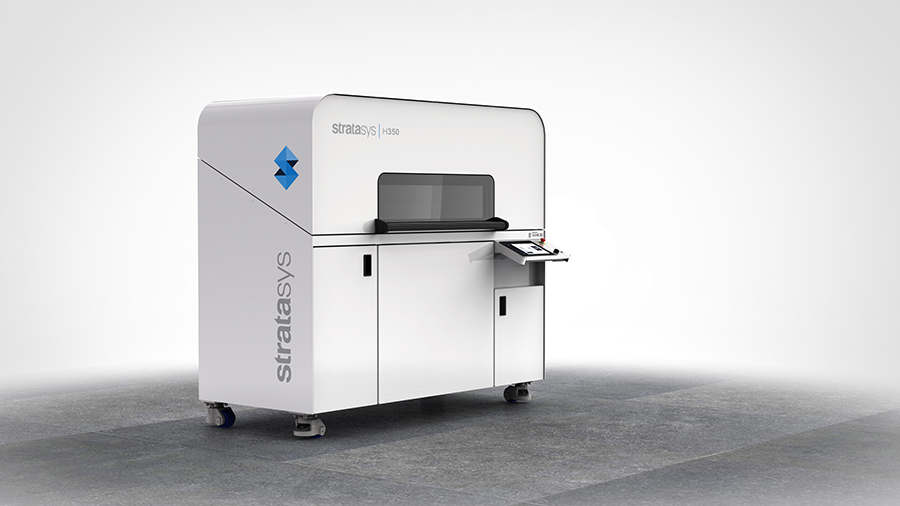
Introducing the Stratasys H350TM, a new 3D printer for production-scale additive manufacturing. Developed in partnership with Xaar 3D, the H350 signifies Stratasys’s entry into the powder bed fusion market, the fastest-growing polymer segment of 3D printing. Powder bed fusion is a type of additive manufacturing that fuses polymer particles layer by layer to produce the final part. Stratasys’s powder bed fusion technology is called Selective Absorption Fusion (SAFTM), and is designed to give manufacturers production consistency, competitive and predictable cost per part, and complete process control for volumes of thousands of parts.

H350 Overview
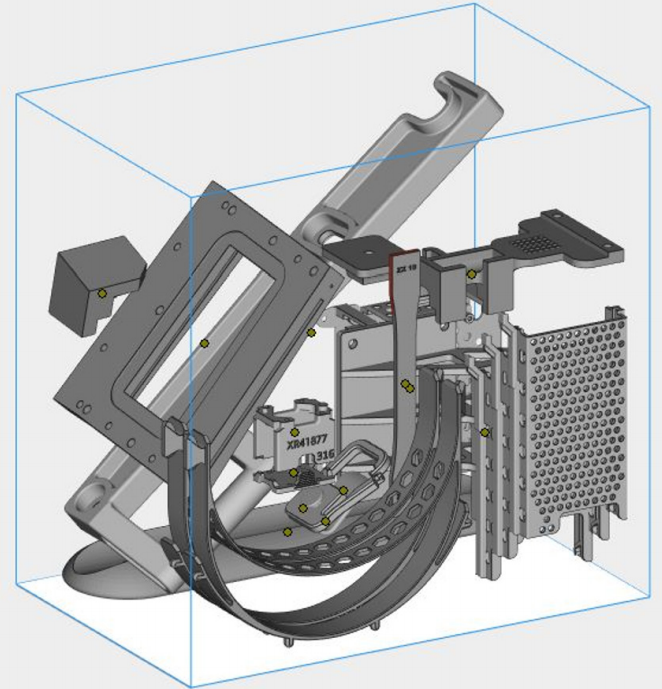
The H350 has a unique architecture that distinguishes it from other powder bed fusion machines. The industrial grade SAF technology executes key 3D printing processes in the same direction across the print bed using two carriages. This provides a uniform thermal experience for all parts regardless of their placement in the build.
The printing process is as follows: the first carriage uses a counter rotating roller to evenly distribute powder across the entire bed, then, the second carriage uses industrial grade piezo-electric printheads to jet droplets of High Absorption Fluid (HAFTM) onto the powder. This HAF allows the polymer particles to absorb infrared energy from a lamp. This infrared energy vibrates the polymer particles which leads to friction and therefore heat. The heat causes the polymer particles to fuse to the previous layer, and then the process is repeated. The HAF is re-circulated within the piezo-electric printhead to maintain thermal consistency and integrity. The H350 uses a Big WaveTM powder management system to collect overflow powder and re-circulate it during the build. This prevents powder aging which could diminish part quality and consistency.
The SAF technology of the H350 enables part packing or nesting in the build volume to a standard density of 12%, compared to the 6-10% that is common for other powder bed fusion printers. Stratasys has also demonstrated support for nesting densities of up to 23.5% in real-world conditions. Nesting density directly translates into a faster build time or more parts per build.
The H350 is launching with one material, Stratasys High Yield PA11. PA11 is a bio-based plastic made of renewable raw materials derived from sustainable castor oil. It has been used in highly demanding advanced industrial applications such as automotive, aerospace, and consumer goods for the past 70 years. Compared to PA12, PA11 has a lower environmental impact, is more flexible, and has higher impact and fatigue resistance. PA11 is used less often in additive manufacturing as it is more difficult to process, however, this is not a problem with the H350 due to the Big Wave powder management and thermal control. Stratasys ultimately plans to expand their material portfolio for the H350 in the near future.

The H350 provides users several control features to ensure the system is production ready. The machine can integrate with manufacturing floor systems through the MT Connect standard, and all build data is logged for process traceability and remains fully under the user’s control. Materials can be controlled, tracked, and traced, and print settings can be fine-tuned for each user’s needs.
H350 Workflow
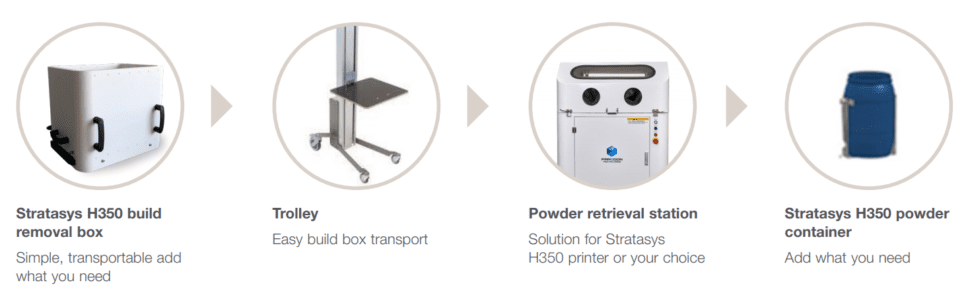
Like any 3D printer, the workflow of the H350 begins with a 3D CAD file. At launch, H350 users will be able to utilize software applications such as Materialise’s Magics, Siemens NX, and PTC Creo with Stratasys Build Processor. GrabCAD Print support will be implemented in January 2022. Once the file is processed or “sliced” it is sent to the printer to print. The H350 uses powder as both model and support material, so the final build will be a rectangular “cake” of powder. When the build is complete, a build removal box is placed on top of the build area, then the machine raises the “cake” into the build box. The build box is closed off, removed from the machine, and placed on a trolley for easy transport. The build must sit for at least 24 hours to cool before using the powder retrieval station. With the powder retrieval station, the user breaks apart the cake and removes excess powder to reveal the parts. The excess powder is sifted down into a powder container to be reused in future builds. Once the parts have been cleaned of excess powder, further post processing can be done. Parts can be bead-blasted, sanded, vapor smoothed, tumbled, or dyed to achieve the desired surface finish, function, and performance.
H350 Applications
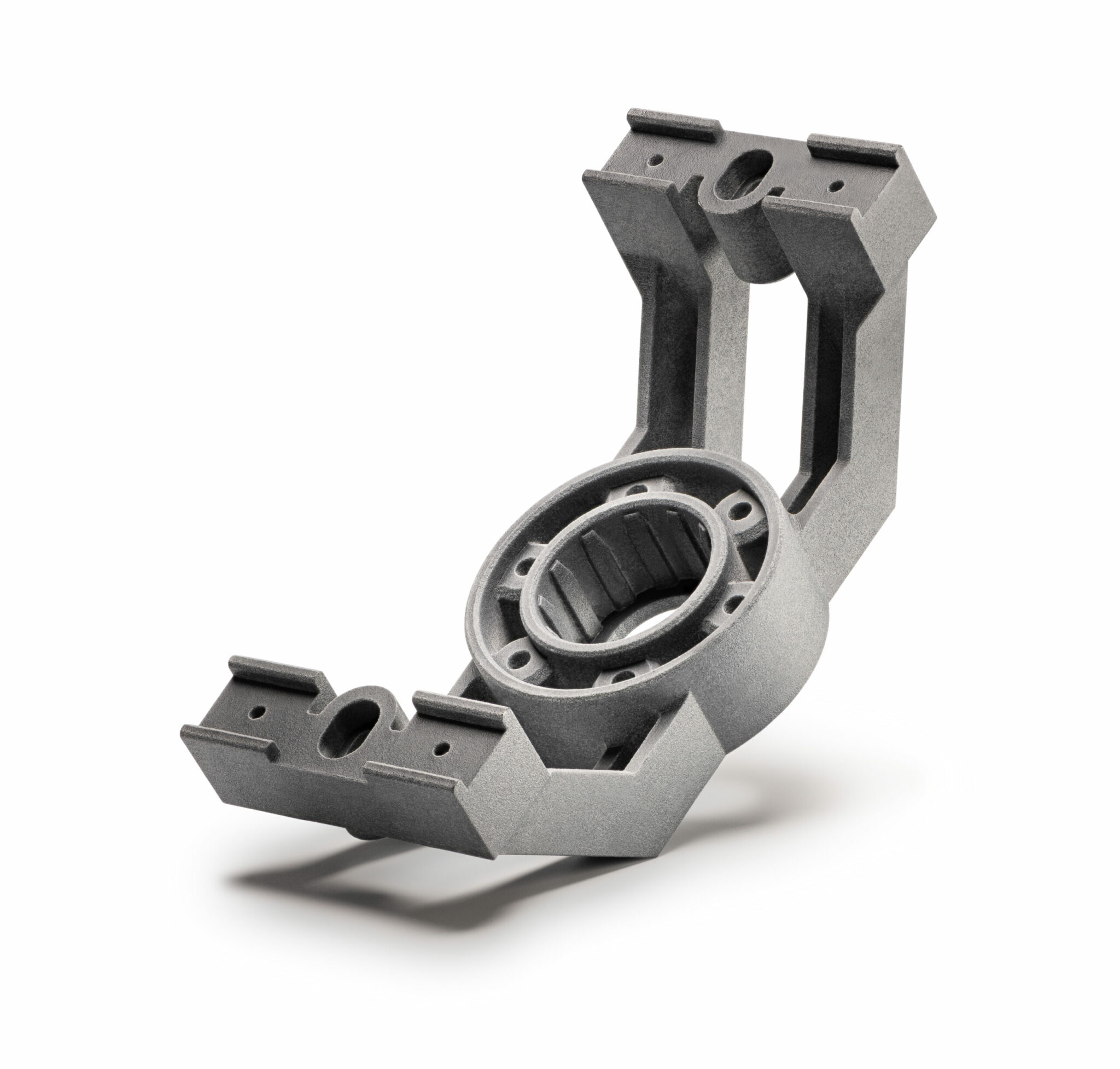
The H350 is designed and optimized to meet the demands of industries such as automotive, commercial goods, and consumer goods and electronics. These industries seek the ability to quickly produce large volumes of 3D printed parts with predictable economics and repeatable results. Service bureaus with a fleet of 3D printers would also benefit from adding an H350 (or two) to their arsenal. Applications include end-use parts such as covers, connectors, cable holders, hinges, electronics housing, ducting, and many more. The H350 is a significant growth opportunity for businesses looking to expand beyond CNC machining for end-use parts.


The H350 is expected to ship in Q3 2021 however parts printed on the machine are available today in limited quantities via Stratasys Direct Manufacturing. Production-scale 3D printing is transforming manufacturing in industries around the world as businesses pursue more agile and efficient solutions. The H350 with SAF technology stands out against traditional manufacturing methods and other forms of 3D printing when you need reliable and repeatable production at volume with compelling economics.
See the full specs
| Printer Performance | |
| Effective build size (xyz) | 315 x 208 x 293 mm (12.40 x 8.18 x 11.53 in) |
| Effective build volume | 19.2 l (5.07 gallon) |
| Layer thickness | 100 μ (0.004 in) |
| Time to a full build | 11.62 hrs. |
| Power | |
| Requirements | 400VAC, 3P+N, PE, 50-60 Hz, 16A |
| Consumption | 3.25 kw, 5 kw (peak), 0.15 kw (Idle) |
| Operating Conditions | |
| Temperature | 20-25˚ C (68-77 deg F) |
| Humidity | [40-55]% RH |
| Extraction rate | 300 m3/h (294 CFM) |
| Dimension (W x D x H) | |
| Printer | 1900 x 940 x 1730 mm (74.8 x 37.0 x 68.1 in) |
| Printer crate | 2156 x 1196 x 2100 mm (84.9 x 47.1 x 82.7 in) |
| Weight | |
| Printer | 825 kg (1819 lb) |
| Crated Printer | 950 kg (2094 lb) |
| Connectivity | |
| Network requirements | RJ45 Ethernet connection 35MBit Network with DHCP server and internet access |
| Software | |
| Supported software workflow | Materialise Magics, Siemens NX and PTC Creo |
| GrabCAD Print Server | |
| Certificates | |
| Saftey | EN ISO 12100:2010 |
| Electromagnetic | DIRECTIVE 2014/30/EU |
| Environmental | REACH, RoHS, WEEE, Modern Slavery Act, CoA, CoC (and from 2021, Conflict Minerals regulation), TSCA |
| Materials | |
| Powder | Stratasys High Yield PA11, PA12 |
| Fluid | Stratasys High Absorption Fluid HAF TM |
| Warranty and Service | |
| Warranty | 1 year limited warranty (warranty include print heads and consumables) |
| Service | Service plans include print heads and consumables |
See How Industrial-Grade Powder-Based Additive Manufacturing Can Help You